机械工程师必知的,“九曲十八弯”,曲轴加工为什么这么难?
曲轴是汽车发动机的核心零部件之一,其质量在很大程度上决定着发动机的工作性能和寿命,并直接影响到汽车整车的燃油经济性、环保排放的达标率。工作中曲轴会受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用,这就要求曲轴不但要有足够的强度和刚度,还要表面耐磨、工作均匀、平衡性好,因此外形轮廓和粗糙度就成了曲轴的两项关键质量指标。所以在加工曲轴时,选择专用的砂轮和车铣钻刀具才能更好地保证生产效率与质量。今天给大家介绍3M VT陶瓷结合剂CBN 砂轮和厦门金鹭车铣钻刀具。
3M VT陶瓷结合剂CBN砂轮
1. 加工工艺、解决方案介绍3M VT陶瓷结合剂CBN砂轮采用了全新的结合剂系统,结合力更强,组织更开放,独特的气孔技术能够提供各种气孔密度并保证组织内部气孔分布更加均匀。同等结合强度,可以用更少的结合剂从而提高组织开放度,提高砂轮的磨削效率降低机床负载,降低振纹风险、烧伤风险以及铁屑或微颗粒导致的表面划伤。
3M VT陶瓷结合剂CBN砂轮
VT结合剂CBN砂轮组织显微照片该款砂轮还采用了分段式设计和粘接工艺。分段式的料片设计可以精准的控制料片尺寸,从而适应各种砂轮形貌的需求,单个料片设计与整体料圈相比,在压制时,内部密度更均匀;制造过程中原材料利用率高,烧制成材率更高;后期使用过程中如果发生意外碰撞,可以更换掉被破坏的料片,而不需要报废整片砂轮。3M VT陶瓷结合剂CBN砂轮拥有本地化的供应链及生产,可以有效地降低成本和缩短交货期,后期维护和技术支持也更具实效性。以上特性保证了3M VT陶瓷结合剂CBN砂轮在曲轴的主轴颈&连杆颈磨削工序中提供更高、更稳定的工件质量,更低的单件成本和更短的交货期。 在后道抛光工序中,最先提出精密抛光概念的3M公司也提供了可供选用的一系列产品,其中业内最为常用的为372L、373L和382L这几种薄膜背基研磨产品,它们已广泛地被各大汽车发动机生产厂商所采用。同以纸或布为背基的传统砂带相比,薄膜背基砂带更适用于包括汽车发动机曲轴在内的各种精密加工行业。(见下图薄膜背基研磨产品,布基研磨产品和纸基研磨产品的对比)
这种砂带的特点是以优质聚酯薄膜为背基,采用静电植砂,实现矿砂以收敛的正态分布。由于薄膜背基异常平整,同时在水性冷却润滑液中使用不会出现传统砂带的收缩、变形等缺陷问题,所以薄膜背基砂带在加工过程中可以提供一致的零件光洁度、均匀的切削性能以及很好的圆度,形位公差和尺寸控制能力。2. 加工实例
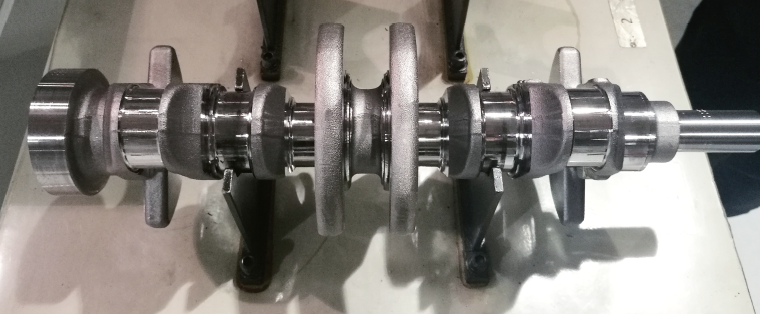
零件名称:2.0T 发动机4缸曲轴
零件材料:锻钢
加工类型:主轴颈&连杆颈磨削
设备:曲轴磨削专用机床
研磨产品:VT结合剂CBN砂轮
| 应用 | 解决方案 | |
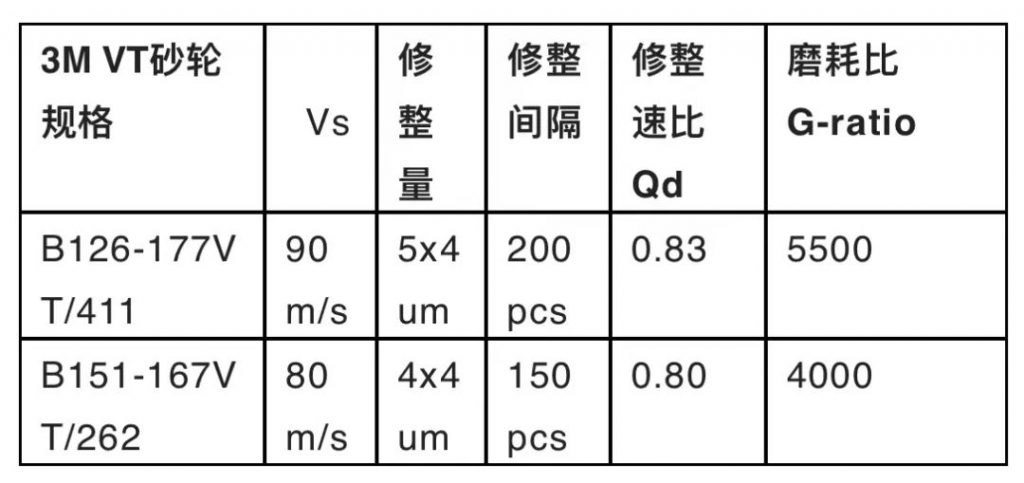
| 主轴颈 | 167VT | 降低单件成本,消除划伤 |
| 主轴颈连杆颈 | 177VT | 降低单件成本 |
磨削参数
加工类型:曲轴表面抛光设备:曲轴抛光机研磨产品:372L、373L和382L薄膜背基砂带
实际操作参数:
- 进给量index length:20mm
- 压力Clamping pressure:100PSI
- 速度Velocity:100RPM
- 振动Oscillation:1/8带宽
- 时间working time:20秒
- 压块硬度Shoes’ Hardness:>90
厦门金鹭车铣钻刀具厦门金鹭特种合金有限公司,是厦门钨业股份有限公司旗下的骨干企业,成立于1989年。公司拥有从钨粉、碳化钨粉、硬质合金到切削工具的完整产业链,是知名的钨粉、碳化钨粉供应商和出口商,也是高品质硬质合金及精密切削工具的制造商和服务商。
1. 加工工艺、解决方案介绍
曲轴加工解决方案:针对主轴颈、连杆颈、曲轴大小头、油孔等部位,适配满足客户工况的车铣钻刀具进行加工,如下图所示。
曲轴加工解决方案
2. 加工难点
曲轴形状不规则,加工余量大且不均匀,其材料多为高强度结构钢或球铁铸铁,加工难度大。曲轴主轴颈及连杆颈采用内铣或外铣刀盘专机加工,加工轨迹复杂,刀盘直径大,最大直径可达1000mm,装刀数量多,为常规铣削刀片的5~10倍,对刀盘及刀片的结构设计、加工精度、切削性能具有较高的要求。
3. 加工方法厦门金鹭内铣采用高精度、高刚性刀体,搭配LNE刀片,实现高效加工,外铣采用高精度超密齿刀盘,实现高速、高效加工。目前已推出CS1及CS2系列刀片,其中CS1系列刀片刀尖强度高,适用于大余量柴油机曲轴加工,CS2系列刀片刃口锋利,适用于汽油机及小型柴油机曲轴加工。

CS1系列刀片
CS2系列刀片
4. 加工实例
零件名称:曲轴
零件材料:SAE1538MV,硬度27~33HRC
机床:专用机床
冷却方式:干切
加工类型:外铣加工
刀具:LNE141109M、LNE221107M,搭配GK4125牌号
切削参数:vc=220m/min,f=0.37mm/r,ap=1.5~2.5mm
5. 刀具优点及效果厦门金鹭对于直径150~750mm的内外铣刀盘,轴向及径向跳动精度控制在0.02~0.03mm,接受普通及可调式精铣刀夹定制,曲轴刀片尺寸关键尺寸精度可达±0.01mm,一致性控制标准0.008mm。本案外铣LH刀盘搭配非标定制的2款外铣刀片,其中LNE141109M刀片寿命由设定800件提升到1100件,LNE221107M刀片寿命由设定1600件提升到2200件,工件尺寸与表面质量满足客户要求,到寿刀片正常磨损,帮助客户降低用刀成本。
加工效果
加工机床
刀片正常磨损到寿
 中研高科教育
中研高科教育